English
English

数控多边坡口成型机是指通过一次上料,即可将板料多个边的上坡口、下坡口及钝边同步加工成型的坡口加工线。加工坡口形式:I形、V形、K形、U形、过渡坡口等;加工板料厚度从4mm--300mm多个规格,可分为单边坡口成型机、双边坡口成型机、三边坡口成型机、四边坡口成型机四个系列产品。广泛应用于桥梁、容器、钢结构、工程机械、造船、风电、核电、锅炉等行业。
数控多边坡口成型机特点:
l 加工效率高(是铣边机、刨边机的12倍以上)
1)板料进给速度最高达8m/min
2)一次上料即可完成板料多个边的上、下坡口及钝边的同步加工
l 加工精度高
1)加工板料直线度≤0.5mm/10000mm
2)加工板料宽度精度≤0.5mm
3)坡口表面粗糙度Ra≤12.5um
l 自动化程度高
板料对中、定位、进给、坡口角度调整、切削精度控制、主机锁紧、散热排屑、上料出料等功能均实现自动化控制。
产品创新点
l 工艺独特,技术领先
本设备采用组合气动,分项弹力,随动检测,多点分压的新工艺,首次攻克了长距离板料随动给进,间断切削,工件稳定的技术难题。
l 专用刀具,高速切削
吸收了国外先进铣刀盘的设计特点,结合本设备的需要,采取了多刀密齿,小角度大直径的专用组合式刀具,得到了震波最小的入刀和出刀点,达到了重载高速切削的工艺和技术要求,彻底改变了传统的加工模式。
l 双边同步,一次成型
刀具有平行位移,上下位移和转角功能,不同刀具分别切削,可加工I形、V形、K形、U形等坡口形式,改变了刨边机、铣边机等传统设备切削方式,不仅大幅度提高了功效,并得到一次成型和金切行业标准的粗糙度和直线度。
l 板料动给,无需装夹
板料吊装到上料台后,自动对中,自动给进,板料底面设有定位装置,在1-2分钟内完成自动对中和板料定位动作。
l 自动排屑,风动降温
应用了随动自调式封闭切削方法,坡口、削边同时运行,铁屑集中流入废料箱内,避免了飞屑污染,改善了工作环境,切削中产生的热量,随着风压的作用即时排出,降低了切削中的红刃度,延长了可转位刀片的使用寿命,避免因热量传导而产生的主轴及主轴箱的热变效应,增强了主机运行的稳定性和可靠性。
l 刀具更换,方便自如
本设备设计了多单元组合结构,在保证强力刚性的同时,充分利用结构空间,合理布局,主轴箱与压辊轮两箱体,由四块滑板组合的单元,根据维护需要,随时可自动分离与闭合,工作时两箱体合二为一,稳固紧凑,为快速更换刀具创造了充分空间。
l 高速精准、安全可靠
本设备彻底解决了长形工件多边高直线度坡口加工的技术难题。加工速度根据不同规格、不同材料的板材而确定进给速度,其功效是传统的铣边机或刨边机的十几倍。整机运行采用数字检测,信号反馈系统,一旦出现过载、故障等意外,系统自动停机保护。
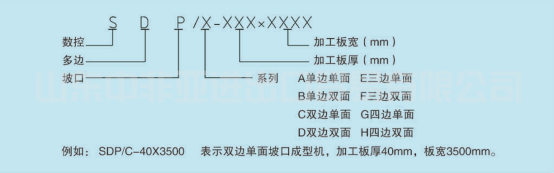
规格型号表示方法
主机结构形式的选择
l 成型刀盘式(适用于板厚≤50mm,坡口角度较少)
该机型坡口角度变化需通过更换相应角度的成型刀盘实现,可加工I、V、K形等坡口。由左右主机组成,每侧主机由3套独立驱动的铣削单元,分别完成一侧上坡口、下坡口及钝边的加工。该机型结构紧凑,控制点少,自主开发数控系统,性价比高。
l 角度自动可调式(适用于板厚>30mm,可加工U形坡口)
该机型可实现0~45°角度自动可调,无需更换刀盘,即可满足不同坡口角度的加工,也可实现U形坡口的加工。该机型可加工I、V、K、U形等坡口,由左右主机组成,每侧主机由3套独立驱动的铣削单元,分别完成一侧上坡口、下坡口及钝边的加工。其中上、下坡口铣削单元具有0-45°角度调整功能,上下升降功能,水平进刀功能。该机型无需更换刀盘,即可实现I、V、K、U等不同坡口形式的加工。自主开发数控系统,自动化程度高。